CNC gidravlik press tormoz mashinasining afzalligi

1. Oson ishlash
CNC press tormozi juda oson ishlaydi va kamroq mehnat talab qiladigan mashinadir. Shunday qilib, operator bir vaqtning o'zida bir nechta mashinalarni boshqarishi mumkin. Ushbu mashinalar operatorning teginish, his qilish va ovozi orqali oddiygina boshqarilishi mumkin. Bundan tashqari, ular juda qulay va juda kuchli boshqaruv tizimiga ega.
2. Moslashuvchan dasturlash
CNC press tormozining moslashuvchan dasturlashi operatorga mashinani oddiy ingliz yoki boshqa mos tilda boshqarish imkonini beradi.

Bajarilishi mumkin bo'lgan har xil turdagi operatsiyalar menyuda variantlar sifatida ham mavjud. Kerakli operatsiya tanlangandan so'ng, ekranda aylanish vaqtlari, materiallar, bosimlar va ishlab chiqarish jarayoni bilan bog'liq boshqa elementlarga oid savollarning yana bir ro'yxati paydo bo'ladi. Operator javoblarni mashinaga kiritgandan so'ng, tegishli vazifani boshlashdan oldin tasdiqlash uchun qiymatlar ekranda ko'rsatiladi.
3. Zamonaviy dizayn
CNC press tormozi zamonaviy dizaynni o'z ichiga oladi, bu operatorga egilishlar ketma-ketligini osongina tartibga solish imkonini beradi. Shuningdek, u operatorga kerakli mahsulotni tezda ishlab chiqarishga yordam beradi. Bundan tashqari, ma'lum bir egilish darajasini yaratish uchun operator endi kerakli bosim miqdorini hisoblashi shart emas. Gardish uzunligi, material turi, qalinligi miqdori va egilish darajasi kabi boshqa omillar ham CNC boshqaruv blokiga bevosita kiritilishi mumkin. Ishlab chiqariladigan qismni 2D yoki 3D tayyor versiyada ham ko'rish mumkin. Bundan tashqari, birinchi qism mashinada yoki oflayn kompyuter orqali dasturlashtirilgandan so'ng, past malakali operator keyingi qismlarni ham osonlik bilan ishlab chiqarishi mumkin.

4. Ikkala tomonning "C" plitalariga ikkita chiziqli tarozi o'rnatilgan.
Ish paytida egilish ionining ta'sirini bartaraf etish uchun uni ish stoliga o'rnatamiz. Chiziqli shkala ramning ikkala oxirgi holatini (Y1, Y2) tekshiradi va signal yuboradi. CNC kuchaytirgich tomonidan kuchaytirilgandan so'ng, signal kompyuterga qaytariladi. Keyin kompyuter silindrlarga tushadigan yog 'miqdorini boshqaradi. Shunday qilib, qo'chqor va ish stolining parallelligi ± 0,01 mm ostida nazorat qilinishi mumkin.
5. Ko'p qirralilik: Elektron shassi/qavslar kabi murakkab qismlarni o'z ichiga olgan har qanday qalinlik va material turini (tormozlarning jismoniy chegaralari ichida) buking.
6. DELEM tizimi avtomatik sinov va o'z-o'zini diagnostika funktsiyalariga ega. Shuningdek, dasturlash egilish uchun plastinka o'lchamlarini, ish qismining o'lchamlarini va asboblarni tanlashni o'z ichiga oladi. Keyin CNC tizimi egilish kuchini va orqa o'lchagich va qo'chqorning holatini avtomatik ravishda hisoblashi mumkin. Shuningdek, qo'chqorning kirib borishi va bosish vaqtini hisoblash mumkin. Zo'r sifatli elektro-gidravlik proportsional valf ikkala silindrning sinxronizatsiyasini va eksantrik yukni engish uchun yaxshi quvvatni ta'minlaydi.

7. Orqa o'lchagich dumaloq vintni va aylanma yo'riqnoma usulini qabul qiladi, shuning uchun X o'qining takroriy joylashishni aniqlash aniqligi ± 0,1 mm ga yetishi mumkin. To'liq mashina operatorni jarohatlardan himoya qilish uchun xavfsizlik himoyasi va blokirovka qiluvchi bilan jihozlangan.
8. Silindrlar, piston rodlari, hidoyat yo'llari kabi asosiy toymasin qismlar aşınmaya bardoshli ishlov beradi.
9. CNC tizimi CNC gidravlik press tormoz mashinasi qo'chqorining zarbasini va orqa o'lchagichning hammasini yaxshi aniqlik bilan boshqaradi.
CNC gidravlik press tormoz mashinasining kamchiliklari
1. Materiallarga ishlov berish: Katta varaqlarni material bilan ishlashda qiyinchilik
2. Asboblar: Pastki va yuqori asboblar talab qilinadi
3. Gardish uzunligi butun bükme jarayonida qolip bo'ylab cho'zilishi kerak, gardish hajmini cheklaydi
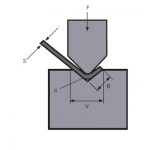
4. Orqaga bahor: Bükme oxirida, 1-rasmda ko'rsatilgandek, elastik deformatsiyaning tiklanishi tufayli kamon orqaga qaytish sodir bo'ladi. Qaytish hodisasi bevosita ishlov beriladigan qismning o'lchov aniqligiga ta'sir qiladi va nazorat qilinishi kerak. Bu borada amalga oshirilgan jarayon choralari: ① Burchakni qoplash usuli. Agar ish qismi 90 ° egilish burchagi bo'lsa, uyasi (V-shaklidagi) ochilish burchagi ostida bükme mashinasi 78 ° tanlanishi mumkin.

1-rasm
Bosimlash vaqti tuzatish usuli bilan oshiriladi. Pastki truba filetosida plastik deformatsiya darajasini oshirish uchun egilish mashinasining yuqori qolipi, ishlov beriladigan qismi va pastki truba bilan aloqa qilish vaqtini uzaytirish uchun bükme oxirida bosimni to'g'rilashni amalga oshiring, shunda tolalarning qayta tiklanish tendentsiyasi paydo bo'ladi. kuchlanish va siqish zonasida bir-biriga qarama-qarshi bo'lib, shu bilan qaytish bombasini kamaytiradi.
Tegishli mahsulotlar
 CNC press tormoz bükme mashinasining ishlash printsipi va tarkibi
CNC press tormoz bükme mashinasining ishlash printsipi va tarkibi- WILA O'rta va qalin bukuvchi plitalarning samarali yechimi
- Shlangi press tormoz mashinasining tonajini qanday tanlash mumkin
- Xitoyning eng yaxshi 10 ta Power Press ishlab chiqaruvchilari
- Tegishli CNC gidravlik press tormoz mashinasini qanday tanlash mumkin
- E21 tizimini bilish uchun 4 qadam
- Press tormoz toji nima
- Gilyotin qirqish mashinasini qanday ishlatish kerak
- Gidravlik quvvat press mashinasiga texnik xizmat ko'rsatish
- Shlangi quvvat press mashinasining xavfsiz ishlash qoidalari