Zanglamaydigan po'latdan yasalgan lavabo ishlab chiqarish jarayonini qisqacha tanishtiring. Zanglamaydigan po'latdan yasalgan lavabolar ishlab chiqarish, odatda, xom ashyoni tanlash, ishlab chiqarish jarayonlari, sirtni tozalash va hokazolarni o'z ichiga oladi. Umuman olganda, ushbu uchta bosqich talab qilinadi, ulardan xomashyo tanlash va ishlab chiqarish va tozalash jarayonlari eng muhimi hisoblanadi.
Xom ashyoni tanlash
Hozirgi vaqtda mahalliy zanglamaydigan po'latdan yasalgan lavabo ishlab chiqaruvchilari tomonidan tez-tez ishlatiladigan zanglamaydigan po'latdan yasalgan materiallar 0,8-1,0 mm qalinlikdagi zanglamaydigan po'lat plitalar bo'lib, ular lavabo ishlab chiqarish uchun eng mos keladi. Plastinka juda nozik bo'lsa, bu lavabonun xizmat qilish muddati va kuchiga ta'sir qiladi. Agar plastinka juda qalin bo'lsa, yuvilgan dasturxonga zarar etkazish oson.

Ishlab chiqarish jarayoni
Zanglamaydigan po'latdan yasalgan lavabolar uchun ikkita asosiy tozalash jarayoni mavjud: payvandlash va bir martalik shakllantirish.
1. Payvandlash usuli
Payvandlash usuli yiv yuzasini va truba tanasini alohida-alohida mushtlash va keyin ikkalasini payvandlash orqali ulash va payvandning sirtini to'ldirish va parlatishdir. Umuman olganda, oldingi ko'rinishda payvandlash izi yo'q. Ushbu ishlab chiqarish va qayta ishlash usuli jarayonda oddiy va unga kichik punch press uskunalari va oddiy qoliplar orqali erishish mumkin. Odatda, 0,5-0,7 mm zanglamaydigan po'lat plitalar ishlatiladi. Ushbu qayta ishlash usuli ishlab chiqarish jarayonida kamroq yo'qotishlarga ega va narxi nisbatan past. Shuning uchun, bu usul bilan ishlab chiqarilgan zanglamaydigan po'latdan yasalgan lavaboning narxi nisbatan past. Endi oddiy ishlab chiqaruvchining mahsuloti ekan, payvandlash jarayoni raqamli nazorat to'lqinli qarshilik payvandlash orqali payvandlanadi va sifat o'tadi. Ikkita yo'l bor:
1) Birinchisi, havzani va panelni o'rab turgan payvandlash, tikuv payvandlash (pastki payvandlash) deb ham ataladi.
Uning afzalligi uning chiroyli ko'rinishidir. Qattiq ishlov berishdan so'ng, choklarni topish oson emas, lavaboning yuzasi tekis va silliq bo'ladi. Kamchilik shundaki, ba'zi iste'molchilar uning mustahkamligiga shubha qilishadi. Darhaqiqat, joriy payvandlash texnologiyasi asosan pastki boshq payvandlash va eng ilg'or raqamli nazorat qarshilik payvandlashni o'z ichiga oladi va sifat o'tdi. Ushbu payvandlash usulining nochorligi shundaki, u juda ko'p materialni iste'mol qiladi va ikkita po'lat plitani teshishi kerak.
2) Ikkinchisi - ikkita bitta havzani bittaga payvand qilish, uni payvand payvandlash deb ham ataladi.
Afzallik shundaki, havza va panel ajralmas tarzda cho'zilgan va shakllangan bo'lib, u mustahkam va bardoshlidir. Kamchilik shundaki, payvandlash izlarini ko'rish oson, tekislik esa biroz yomonroq. Darhaqiqat, ba'zi bir bosqichli ikki tankli lavabolar bitta materialdan ishlangan emas, balki ikkita bitta lavabo bilan payvandlangan. Uni sotib olayotganda, e'tibor berishingiz mumkin lehim birikmasi ikkita lavaboning o'rtasida joylashgan bo'lib, uni teskari tomondan ko'rish mumkin. Bir plastinka ikkita lavaboga teshiladi. Dunyoda bunday texnologiya yo'q. Payvandlangan qozon uchun eng qiyin narsa qozonning tekis yuzasini ta'minlashdir. Agar bu kafolatlangan bo'lsa, bu haqiqatan ham eng yaxshi usul. U umumiy cho'zish bilan bir xil materialdan foydalanganligi sababli, u birlashtirilgan cho'zishning cho'zish muammosini ham hal qilishi mumkin.
Lavaboning payvandlash sifati lavabonun ishlash muddatiga ta'sir qiluvchi eng muhim omil hisoblanadi. Yaxshi payvandlash zang va parchalanishning oldini oladi. Payvandlash silliq, silliq, qattiq, noto'g'ri payvandlash, zang dog'lari va burmalarsiz bo'lishi kerak. Chuqurligi 18 sm dan oshadigan barcha er-xotin havzalar payvandlanadi. Ikkita havzali tank bir vaqtning o'zida 18 sm dan ortiq cho'zilganligi sababli (tankning chuqurligi, tankning umumiy balandligi va tankning yon tomoni emas)), bu ishlov berish texnologiyasining chegara chuqurligi.
2. Bir martalik shakllantiruvchi integral cho'zish usuli (asosan bitta truba uchun ishlatiladi)
Zanglamaydigan po'latdan yasalgan lavabolarni qayta ishlashning ushbu usuli butun material varag'idan tayyorlanadi, bu nisbatan yuqori ishlov berish uskunalari va qoliplarni talab qiladi. Bir martalik shakllantirish qatlamning yuqori sifati va egiluvchanligini talab qilganligi sababli, u odatda 0,8-1 mm qalinlikdagi zanglamaydigan po'latdan yasalgan qatlam bilan teshiladi. Integral qoliplardan va import qilingan punch press uskunasidan foydalaning. Bir martalik qoliplash usulini ishlab chiqarishda varaqning chetini katta kesish yo'qotilishi va qoliplar va uskunalarga yuqori sarmoya kiritilishi tufayli yuqori narx. Shuning uchun, bu usul bilan ishlab chiqarilgan zanglamaydigan po'latdan yasalgan lavabo qimmatroq.
Bir martalik kalıplama ishlab chiqarish jarayoni juda mashhur bo'lib, uni ishlab chiqarish jarayoni qiyin. Ushbu turdagi ishlab chiqarish texnologiyasi juda talabchan va bir bo'lakni shakllantirish jarayoni ayniqsa muhim jarayon bo'lib, yuqori po'lat plitalar materialini talab qiladi. Bu havza tanasini payvandlash natijasida paydo bo'lgan qochqin muammosini hal qildi, chunki payvand turli xil kimyoviy suyuqliklarning (masalan, detarjan, zanglamaydigan po'latdan tozalagich va boshqalar) korroziyasiga bardosh bera olmaydi. Ammo plastinkani lavaboga tushirishda ko'plab kamchiliklar mavjud, masalan:
1) Shakllangan lavaboning umumiy qalinligi notekis, nisbatan nozik, asosan taxminan 0,7 mm. Ushbu texnologiya hozirda engib o'tilmagan, lavaboning pastki qismi juda nozik va yaxshiroq havzaning qalinligi 0,8-1,0 mm bo'lishi kerak.
2) Lavabo juda chuqur bo'lishi mumkin emas. U juda chuqur bo'lgani uchun, lavaboning devori juda nozik va singan bo'ladi va juda sayoz suv osongina sachraydi, bu esa foydalanishda qiyinchilik tug'diradi.
3) Cho'zilgan suv idishlari odatda yuqori haroratli tavlanishni talab qiladi, odatda 1200 darajadan yuqori haroratda. Bunday davolashdan so'ng, suv idishining qattiqligi tabiiy ravishda zaiflashadi va suv idishining qattiqligi, albatta, buziladi.
4) Chekka ishlov berish nuqtai nazaridan, umumiy cho'zilgan havza odatda bir qatlamli flanjdir. Bir tomondan, montajchining qo'llarini kesish juda mumkin. Eng muhimi, "mustahkamlovchi qovurg'a" yo'qligi va vazni etarli darajada yaxshi emas. Shu bilan birga, suvni muhrlash ta'siriga erishish qiyin.
5) Umumiy streç paneli tekis bo'lishi qiyin.
6) Narx juda yuqori. Materiallar va jarayonlar uchun juda yuqori talablar tufayli bitta havzaning narxi deyarli oshadi.
Bir martalik shakllantiruvchi lavaboning afzalligi shundaki, material payvandlangan havzadan yaxshiroq, jarayon murakkab va ishlov berish qiyin. Lavaboni payvandlash jarayoni oddiy va plastinka bir vaqtning o'zida yaxshi shakllanmaydi, lekin nisbiy narx biroz arzonroq va pastki plitaning qalinligi ham bir martalik shakllantirishga qaraganda qalinroq. Oddiy qilib aytganda, payvandlangan lavabo va bir qismli lavabo o'rtasida foydalanishda farq yo'q. Biroq, texnologik sabablarga ko'ra, o'rnatilgan zanglamaydigan po'latdan yasalgan lavaboni juda chuqur qilib bo'lmaydi va suvning chayqalishi muammosi mavjud. Integratsiyalashgan lavaboning eng muhim afzalligi shundaki, havzaning payvandlash bo'shlig'i turli xil kimyoviy suyuqliklar (masalan, yuvish vositalari, zanglamaydigan po'latdan yasalgan tozalagichlar va boshqalar) tomonidan korroziyaga uchramasligi sababli muammolar oqmaydi. Ammo bu afzallik uzoq kafolat muddati tufayli endi hech qanday afzalliklarga ega emas.
Yuzaki ishlov berish
Hozirgi vaqtda zanglamaydigan po'latdan yasalgan lavabolar uchun sirtni qayta ishlashning to'rt turi mavjud: biri muzli (cho'tkasi), ikkinchisi qumli (mat marvarid kumush yuzasi), uchinchisi - abraziv (oyna) va to'rtinchisi bo'rttirma.
1. Muzlash (simli chizish)
Hozirgi vaqtda zanglamaydigan po'latdan yasalgan lavaboni qayta ishlash sanoatida eng ko'p ishlatiladigan sirt ishlov berish jarayoni muzlash (simli chizish). Ba'zi ishlab chiqaruvchilar muzlash jarayonini juda oddiy qiladilar va narxi ham past. Jilolash uchun shunchaki silliqlash g'ildiragidan foydalaning. Bunday mijozlar materialning yuzasida juda yuqori talablarga ega emas. Bir necha marta silliqlashdan keyin ozgina sirt nuqsoni yo'q qilinadi.
Hozirgi vaqtda Wuxi va Zhejiangdagi ba'zi zanglamas po'latdan yasalgan tarqatish birliklari zanglamaydigan po'latdan yasalgan lavaboni qayta ishlash korxonalari uchun chegarani ko'taradigan butun rulonli moyni silliqlash uskunasini joriy qildi. Mahsulotning sirt sifatiga ko'proq e'tibor berish kerak. Albatta, butun rulonni yog 'frezelemesi, shuningdek, materialning sirt sifatini, shu jumladan mijoz tomonidan talab qilinadigan sirtni qayta ishlash uslubini, to'qimalarning yo'nalishini va hokazolarni sinovdan o'tkazadi. Ushbu ishlov berishda paydo bo'lishi oson bo'lgan nuqsonlar. jarayon rang farqi diapazoni, tebranish naqshlari va ishlov berish jarayonida kamarning o'chirilishi yoki o'zgarishi natijasida hosil bo'lgan chuqurlik va naqshning chuqurligidir.
2. Qumlash (mat marvarid kumush yuzasi)
Qumlashdan keyin zanglamas po'latdan yasalgan lavaboning ta'siri marvarid mat. Uning afzalligi shundaki, u yog'ga yopishmaydi va juda chiroyli. Ushbu sirtni qayta ishlash jarayoni Evropada juda mashhur va moda. Ba'zi maishiy texnika sirtini qayta ishlashda deyarli barcha eksport ishlab chiqaruvchilari ushbu ishlov berish uslubini qo'llashadi. Qumlashda asosan shisha boncuklar, so'ngra kimyoviy ishlov berish ishlatiladi.
3. Polishing (oyna)
Polishing (oyna) dastlabki kunlarda keng qo'llaniladigan sirt ishlov berish uslubidir. Biroq, u boshida qo'lda silliqlash yoki keyinchalik mexanik abrazivga tayanadimi, bu silliq va aks ettiruvchi sirtga intilish edi. Sirt qanchalik tekis bo'lsa, aks ettirish darajasi shunchalik yuqori bo'ladi. Polishing materialning o'ziga nisbatan yuqori talablarga ega va ishlov berish jarayonida sirt sifatini nazorat qilish qiyin, shuningdek, tirnash xususiyati ham eng oson. Va uzoq vaqtdan keyin oyna effekti yo'qoladi.
4. Naqshli naqsh
Bo'rttirma uslubi bo'rttirma materialdan tayyorlangan. Mahalliy po'lat zavodlarida ushbu materialning zaxirasi yo'q va bu materialni ishlab chiqarish texnologiyasi barcha po'lat zavodlarida mavjud emas, shuning uchun uning narxi nisbatan yuqori. Naqshli material juda aşınmaya bardoshli. Men shaxsan o'ylaymanki, agar ushbu materialning mashhurligi boshqa sirt bilan ishlangan materiallar kabi mashhur bo'lishi mumkin bo'lsa, u bozor tomonidan ham tan olinadi.

Zanglamaydigan po'latdan yasalgan lavaboning o'ziga xos shakllantirish jarayoni
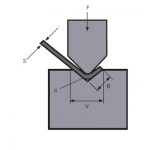
1. Stretch shakllantirish
1) Mashina: plitani cho'zish uchun odatda katta tonnajli gidravlik press (200T) yoki undan ko'p foydalaning.
2) Qolib: Burchak juda to'g'ri bo'lmasligi kerak, odatda to'g'ridan-to'g'ri ph10 dan yuqori, struktura oqilona bo'lishi kerak.
3) Material: Umuman olganda, plastinka qalinligi 0,8-1,0 mm oralig'ida bo'lishi kerak. Agar bu diapazondan oshsa, hatto 500T gidravlik press ham zaif bo'ladi.
4) Issiqlik bilan ishlov berish: Umumiy cho'zilgan suv idishi odatda cho'zilganidan keyin ichki stressni bartaraf etish uchun odatda 1200 darajadan yuqori haroratda yuqori haroratli tavlanish bilan ishlov berishga muhtoj.
5) Yuzaki ishlov berish: simni chizish, parlatish, parlatish (umuman silliq).
6) Jarayon: Chizilgan moyni qolipga qo'shgandan so'ng, plastinka silliq cho'zilishi mumkin, shakllangandan keyin yumshatuvchi ishlov berish va sirtni qayta ishlash.
2. Qo'lda qoliplash
1) Mashina: odatda press tormoz bükme mashinasi, shakllantirish uchun gidravlik press va payvandlash uchun argon boshq payvandlash mashinasidan foydalaning.
2) Armatura: bükme moslamalari, gidravlik press qoliplari.
3) Materiallar: Jarayon egiluvchanlikni qabul qilganligi sababli, plastinka qalinligi cheklanmaydi va odatda iqtisodga muvofiq o'rtacha qalinlik qabul qilinadi.
4) Payvandlash: Materialning qalinligi bo'yicha turli xil payvandlash oqimlari tanlanishi mumkin, masalan, 220A dan past bo'lgan payvandlash oqimi 1,2 mm uchun ishlatiladi.
5) Yuzaki ishlov berish: simni chizish, parlatish, parlatish (umuman silliq).
6) Jarayon: Umuman olganda, choyshab egilib, avval shakllanadi, so'ngra yon tikuvlar origami qutisi kabi payvandlanadi va nihoyat sirt ishlovi amalga oshiriladi.
Tegishli mahsulotlar
 KATTA BIZNES qilish uchun bizga qo'shiling!
KATTA BIZNES qilish uchun bizga qo'shiling!- Gilyotin qirqish mashinasini qanday ishlatish kerak
- WILA O'rta va qalin bukuvchi plitalarning samarali yechimi
- Matbuot tormoz bükme mashinasining mos qolipini qanday tanlash mumkin
- Pres tormoz qoliplari nimadan yasalgan? Press tormoz asboblari nima?
- An'anaviy bükme ketma-ketligi va bükme mashinasi qolipining kundalik foydalanish spetsifikatsiyasi
- Kanton yarmarkasi
- QC11Y 12x6000mm gidravlik gilyotinli qaychi Argentinaga yetkazib berildi
- Eng yaxshi 10 gilyotin kesish mashinasi ishlab chiqaruvchilari
- 1000W 1500W 2000W zanglamaydigan po'latdan yasalgan metall plitalar uchun qo'lda ishlatiladigan lazerli payvandlash tolali lazerli payvandlash mashinasi