Kesish mashinalari ko'pincha lavha metallni qayta ishlash sanoatida qo'llaniladi. Oddiy ko'rinadigan qirqish harakati, aslida, pichoq bo'shlig'ini sozlash bosqichlaridan tortib, turli materiallar uchun sozlash texnikasi va hatto pichoqlarni tanlashgacha bo'lgan ko'plab fokuslarni o'z ichiga oladi. Kesish sifati bilan bog'liq holda, quyida kesish pichog'i bo'shlig'ini sozlashning tegishli mazmuni ko'p jihatdan batafsil tavsiflanadi.
Pichoq bo'shlig'ini sozlash qo'l g'ildiragi: (gidravlik aylanma nurni kesish mashinasi)

Pichoq chetini elektr bilan sozlash (gidravlik gilyotin kesish mashinasi)

Turli qaychilarning pichoqni tozalash
Burilish nurini kesish mashinasi pichoq bo'shlig'ini tez sozlash mexanizmi bilan jihozlangan bo'lib, u turli plastinka qalinligi va materiallariga ko'ra kesish uchun yaxshi bo'lgan pichoq bo'shlig'ini sozlashi mumkin va mos yozuvlar tanlash uchun aniq parametrlar jadvali bilan jihozlangan va qoniqarli kesishni oladi. oqilona pichoq bo'shlig'i orqali sifat. Asbob ustuni aylanayotganda, aylanma nurli qaychilarning kesish burchagi va kesish oralig'i o'zgaradi.
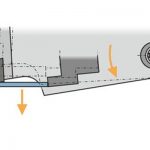
Uch nuqtali rolikli yo'riqnomani qabul qiling, oldingi rolikga papilionli prujinaning kuchi orqali chiqib ketish nuri ikkita orqa rolik bilan mahkam aloqada bo'ladi. Kesish paytida tizim kesish sifatini yaxshilash uchun turli xil choyshablarning ehtiyojlariga qarab pichoq chetidagi bo'shliqni elektr bilan sozlaydi.

Pichoq bo'shlig'ini sozlashdagi farq
Burilish nurini kesish mashinasi pichoq bo'shlig'ini qo'lda sozlash funktsiyasiga ega, shunchaki tutqichni burang. Giyotin qaychi pichoq bo'shlig'ini elektr bilan sozlash funktsiyasiga ega, bu tizim orqali yanada qulayroq va aniqroq sozlanishi mumkin, bu esa kesish sifatini yaxshilash uchun foydalidir.

| Pichoq bo'shlig'ini sozlash bosqichlari |
| 1. Pastki pichoqni olib tashlang va uni parcha-parcha tozalang |
| 2. Pichoqni to'rt tomondan ishlatish mumkin, tanlangan bir tomon esa mahkam o'rnatiladi. Va pichoqning tekisligini gorizontal va vertikal yo'nalishda tekshiring. |
| 3. Yuqori pichoq mahkamlangan va uni sozlash mumkin emas. Pastki pichoqni sozlash orqali kesish pichog'i bo'shlig'ini moslashtiramiz. |
| 4. Bo'shliqni oshirish uchun pastki pichoqning chap va o'ng vintlarini toping, odatda eng tashqi tomondan. |
| 5. Bo'shliqni toraytirish uchun pastki pichoqni itarib yuboradigan pastki pichoqning chap va o'ng tomonidagi ikkita o'rnatish vintini toping. Ularda qulflangan zaxira yong'oqlar mavjud. Umuman olganda, ichkarida. |
| 6. Pastki pichoq stolining chap va o'ng to'rtta murvatini bo'shating |
| 7. Yuqori pichoq qo'lda burish orqali to'g'ri holatga tushiriladi va operator sozlashni boshlash uchun kesish mashinasining bo'sh joyiga boradi. |
| 8. Chap qo'lning yuqori va pastki pichoqlarining bo'sh qismidan taxminan 0,5 mm gacha sozlash uchun o'lchagichdan foydalaning. |
| 9. Qo'lda burilish pichoqni o'rta holatga ko'taradi va taxminan 0,5 mm ga moslashadi. |
| 10. Qo'lda burilish pichoqni yuqori va pastki pichoqlar ajratilmagan to'g'ri holatga ko'taradi. O'rta pozitsiya taxminan 0,5 mm ga o'rnatiladi. |
| 11. Yuqori pichoqni qo'lda to'g'ri holatga aylantiring va nozik sozlashni boshlang. |
| 12. Chap qo'lning yuqori va pastki pichoqlari tishlamaydigan o'lchagichni o'lchagichning uchta simi beshta simga kirgunga qadar aniq sozlash uchun o'lchagichdan foydalaning. |
| 13. Pichoqni qo'lda o'rta holatga qadar aylantiring va sezgir o'lchagich uchta simga kira olmaguncha va beshta sim kira olmaguncha nozik sozlashni boshlang. |
| 14. Pichoqni o'ng tomonda yuqori va pastki pichoqlar ajratilmagan holatga qo'l bilan aylantiring va sezgir o'lchagich uchta simga kira olmaguncha va beshta sim kira olmaguncha nozik sozlashni boshlang. |
| 15. Kesish mashinasining kesish qirrasi o'tkir bo'lsa, kesilgan varaqning chetida burmalar bo'lsa, yuqori va pastki pichoqlar orasidagi bo'shliqni mos ravishda kamaytirish mumkin. |
Umumiy muammolar va pichoqni sozlash qobiliyatlari
Eng ko'p uchraydigan metall plitalar:
1. 13 mm dan ortiq qalin plitalar.
2. 0,2 ~ 4 mm yupqa plastinka.
3. Gullar taxtasi.
4. Yuqori kuchlanish plitasi (odatda avtomobil lavhalarida ishlatiladi).
5. Titan plastinka
Pichoqning eng keng tarqalgan muammosi - bu parchalanish yoki asboblarning tishlari. Ushbu muammolarga javoban, birinchi navbatda, yuqori va pastki pichoqlar orasidagi bo'shliqni aniqlashimiz kerak.
Pichoqlarni sozlash qobiliyatlari
Pichoqni sozlashda siz bo'shliqni plastinka qalinligidan taxminan 2 ~ 3 mm qalinroq qilib o'rnatishingiz kerak. Ya'ni, siz 5 mm qalinlikdagi plastinkani kesishni xohlaganingizda, 7 mm yoki 8 mm dan sozlashni boshlashingiz kerak va uni kesib tashlaganingizda, uni sekin sozlashingiz kerak Plastinaning kesish yuzasi 1/3 yorqin sirtni va 2/ Eng yaxshi kesish effektiga erishadigan 3 mat sirt. Tafsilotlar quyidagicha:


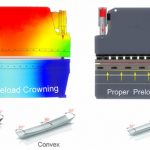
Naqshli taxtani kesishda bo'shliqni sozlash juda qiyin va uni taxta qalinligini to'g'ridan-to'g'ri ishlatish o'rniga, naqsh taxtasining eng qavariq nuqtasidan hisoblangan eng qalin qalinligidan sozlanishi kerak. Bundan tashqari, naqshning qavariq tomonini pastga qaratib kesish asbobning ishlash muddatini uzaytirishi mumkin.
Bunga qo'shimcha ravishda, ayniqsa, zanglamaydigan po'latni kesishda plastinkaning materialini hisobga olish kerak. Kesuvchi asbob o'tkir, aşınmaya bardoshli va qattiq bo'lishi kerak. Shuning uchun, Shlangi kesish mashinasining pichog'ini muhokama qilish kerak. Pichoq qirrasining burchagi va boshqa tashqi ko'rinish dizayni va ishlab chiqarish aniqligi bilan bir qatorda, tanlangan material asbob sifatiga ta'sir qiluvchi asosiy omil hisoblanadi.
Tegishli mahsulotlar
 Gilyotin kesish mashinasi va belanchak nurni kesish mashinasi o'rtasidagi farq
Gilyotin kesish mashinasi va belanchak nurni kesish mashinasi o'rtasidagi farq- CNC metall tormozdan foydalanish va texnik xizmat ko'rsatish
- Gilyotin qirqish mashinasini qanday ishlatish kerak
- Kombinatsiyalangan mushtlash va kesish mashinasini joriy etish
- QC12 Gilyotinli kesish gidravlik metall plitalarni kesish mashinasi
- Shlangi qirqish mashinasining tez-tez uchraydigan nosozliklarini ta'mirlash va moy sxemasi tizimiga texnik xizmat ko'rsatish
- To'rt ustunli gidravlik press uchun umumiy nosozliklar va muammolarni bartaraf etish usuli
- Gidravlik gilyotinli metall plitalar plastinka zanglamaydigan po'latdan kesish mashinasi
- CNC lavha metall bukuvchi uchun burilish kompensatsiyasini qanday qilish kerak
- QC11Y gidravlik gilyotinni kesish mashinasi