Slayderning deformatsiyasidan kelib chiqadigan salbiy ta'sirlarni bartaraf etish uchun slayderning burilish deformatsiyasini qoplash kerak. Kompensatsiya usullari quyidagicha:
1. Gidravlik kompensatsiya
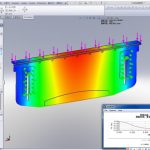
Ish stolining gidravlik avtomatik burilish kompensatsiyasi mexanizmi pastki dastgohga o'rnatilgan bir guruh yog 'tsilindrlaridan iborat. Har bir kompensatsiya tsilindrining joylashuvi va o'lchami slayderning burilish kompensatsiyasi egri chizig'iga va ish stolining chekli elementlar tahliliga muvofiq ishlab chiqilgan.
Neytral versiyaning gidravlik kompensatsion bo'rtiq kompensatsiyasi old, o'rta va orqa uchta vertikal plitalar orasidagi nisbiy siljish orqali amalga oshiriladi. Printsip po'lat plitaning elastik deformatsiyasi orqali bo'rtib ketishni amalga oshirishdir, shuning uchun kompensatsiya ish stolining moslashuvchan diapazonida amalga oshirilishi mumkin.

2. Mexanik kompensatsiya jadvali usuli
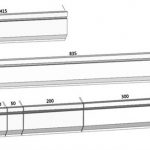
Chiqib ketuvchi takozlar qiya yuzalarga ega bo'lgan chiqib ketadigan qiyshiq takozlar to'plamidan iborat. Har bir chiqadigan takozlar toymasin blokning egilish egri chizig'iga va ishchi stolning chekli elementlar tahliliga muvofiq ishlab chiqilgan.
Raqamli boshqaruv tizimi ish qismi egilganda yuk kuchiga qarab kerakli kompensatsiya miqdorini hisoblab chiqadi (bu kuch slayder va ish stolining vertikal plitasining egilishi va deformatsiyasiga olib keladi) va qavariq xanjarning nisbiy harakatini avtomatik ravishda boshqaradi. Shunday qilib, u ish stolining toymasin bloki va vertikal plitasi tomonidan ishlab chiqarilgan burilish deformatsiyasini samarali ravishda qoplashi va ideal bükme ish qismini olishi mumkin.
Mexanik burilish kompensatsiyasi "oldindan chiqish" holatini boshqarish orqali amalga oshiriladi va ish stolining uzunlik yo'nalishi bo'yicha takozlar to'plami hosil bo'ladi. Xuddi shu haqiqiy burilish bilan egri chiziq egilish vaqtida yuqori va pastki qoliplar orasidagi bo'shliqni izchil qiladi, bu esa uzunlik yo'nalishi bo'yicha bükme ish qismining bir xil burchagini ta'minlaydi.

Mexanik kompensatsiyaning afzalliklari
1) Mexanik kompensatsiya ish stolining butun uzunligi bo'ylab aniq burilish kompensatsiyasini olishi mumkin. Mexanik burilish kompensatsiyasi uzoq muddatli barqarorlikka ega, gidravlik kompensatsiyaning texnik xizmat ko'rsatish chastotasini (masalan, yog 'oqishi) kamaytiradi va dastgohning ishlash muddati davomida texnik xizmat ko'rsatmaydi.
2) Mexanik burilish kompensatsiyasi ko'proq kompensatsiya nuqtalariga ega bo'lganligi sababli, CNC lavha metall tormozi ish paytida ish qismini bükme paytida chiziqli kompensatsiyaga erishishi va ishlov beriladigan qismning bükme ta'sirini yaxshilashi mumkin.
3) Mexanik kompensatsiya qaytish signalining o'rnini o'lchash uchun potansiyometrdan foydalanadi. Raqamli boshqaruv o'qi sifatida u raqamli boshqaruvni amalga oshiradi va kompensatsiya qiymatini aniqroq qiladi.
Tegishli mahsulotlar
 Nima uchun press tormoz bükme mashinasiga kompensatsiya tizimini qo'shing
Nima uchun press tormoz bükme mashinasiga kompensatsiya tizimini qo'shing- Zanglamaydigan po'lat uchun gidravlik press tormozi
- Umumiy mexanik nosozliklar va press tormoz bükme mashinalariga xizmat ko'rsatish
- 100t to'rt ustunli gidravlik pressning umumiy nosozliklari va muammolarni bartaraf etish usullari
- Gidravlik tandem press tormozi
- Elektro-gidravlik sinxron VS burilish o'qi sinxron CNC bükme mashinasi
- DA66T CNC gidravlik press tormoz mashinasi
- IPG yopiq turdagi taxtali 4KW tolali lazerli metall kesish mashinasi
- Xitoy matbuot tormoz bükme mashinasi qolib
- Shlangi press tormozining nechta turi