1. Turli strukturaviy tamoyillar
Ikkala modelning dizayn tamoyillari farq qiladi, buning natijasida bükme slayderining har ikki tomonida sinxronizatsiyani ta'minlash uchun turli tuzilmalar mavjud. Burilish o'qi bükme mashinasi chap va o'ng tebranish novdalarini ulash uchun burilish o'qidan foydalanadi, bu esa har ikki tomonning silindrlarini yuqoriga va pastga siljitish uchun sinxronizatsiya mexanizmini majburlash uchun burilish o'qini hosil qiladi, shuning uchun burilish o'qi sinxronizatsiya bükme mashinasi mexanik majburiy sinxronizatsiya usuli hisoblanadi. , va slayderning parallelligi avtomatik vositachilikni avtomatik ravishda tekshirib bo'lmaydi.
Elektro-gidravlik sinxron bükme mashinasi slayder va devor plitasida magnit (optik) shkalani o'rnatishdir. Raqamli boshqaruv tizimi istalgan vaqtda magnit (optik) shkalaning qayta aloqa ma'lumotlari orqali slayderning ikkala tomonining sinxronizatsiyasini tahlil qilishi mumkin. Agar xato bo'lsa, raqamli boshqaruv tizimi slayderning har ikki tomonidagi zarbani sinxronlashtirish uchun mutanosib elektro-gidravlik servo valf orqali sozlanadi. Raqamli boshqaruv tizimi, gidravlik boshqaruv klapanlari guruhi va magnit shkalasi elektro-gidravlik sinxron bükme mashinasining yopiq pastadir boshqaruvini tashkil qiladi.

2. Aniqlik
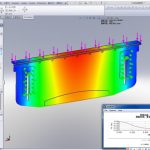
Slayderning parallelligi ishlov beriladigan qismning burchagini aniqlaydi. Buralish o'qi sinxron bükme mashinasi mexanik ravishda slayderning sinxronizatsiyasini saqlab turadi, real vaqtda xatolik bilan bog'liq fikr bildirilmaydi va mashinaning o'zi avtomatik sozlashlarni amalga oshira olmaydi. Bundan tashqari, uning qisman yuk ko'tarish qobiliyati yomon (burilish o'qi sinxron bükme mashinasi sinxronizatsiya mexanizmini ikkala tomondan silindrlarni yuqoriga va pastga siljitish uchun majburlash uchun burilish o'qidan foydalanadi. Agar uzoq muddatli qisman yuk burilish o'qining deformatsiyasiga olib keladi. .), elektro-gidravlik sinxron bükme mashinasi proportsional elektr orqali tizimdir. Suyuq klapanlar guruhi slayderning sinxronizatsiyasini boshqaradi va magnit (optik) shkala real vaqtda xatolik haqida fikr-mulohaza beradi. Agar xato bo'lsa, tizim slayderning sinxronizatsiyasini ta'minlash uchun proportsional valf orqali sozlanadi.
3. Tezlik
Mashinaning ishida uning ishlash tezligini aniqlaydigan ikkita nuqta mavjud: (1) slayder tezligi, (2) orqa o'lchov tezligi, (3) egilish bosqichi.
Burilish o'qi sinxron bükme mashinasi 6: 1 yoki 8: 1 tsilindrni ishlatadi, bu sekin, elektro-gidravlik sinxron bükme mashinasi esa 13: 1 yoki 15: 1 tsilindrni ishlatadi, bu tez. Shuning uchun, elektro-gidravlik sinxron bükme mashinasining tez pastga tushish tezligi va qaytish tezligi torsion sinxron bükme mashinasidan ancha yuqori.
Burulma o'qi sinxron bükme mashinasining slayderi pastga qarab harakat qilganda, tezlikni tez tushirish va sekinlashtirish funktsiyalariga ega bo'lsa-da, tez pastga va qaytish tezligi atigi 80 mm / s ni tashkil qiladi va tez va sekin o'tish silliq emas. Orqa o'lchagichning ishlash tezligi atigi 100 mm / s.
Ish qismini bir necha bosqichda egilishi kerak bo'lsa, burilish o'qi sinxron bükme mashinasining har bir jarayoni alohida o'rnatilishi kerak va ishlov berish jarayoni juda og'ir. Shu bilan birga, elektro-gidravlik sinxron mashina har bir qadam jarayonini kompyuter orqali sozlashi va saqlashi mumkin va doimiy ravishda ishlashi mumkin, bu bükme bosqichining tezligini sezilarli darajada yaxshilaydi va ish samaradorligini oshiradi.
Elektro-gidravlik sinxron bükme mashinasining slayderi pastga tushganda, tezlik tez pasayish va sekinlashtirish funktsiyalariga ega. Tez pastga va qaytish tezligi 200 mm / s ga yetishi mumkin va tez va sekin konvertatsiya silliq bo'lib, ishlab chiqarish samaradorligini sezilarli darajada oshiradi. Shu bilan birga, orqa o'lchagichning ishlash tezligi 300 mm / s ga etadi.
4. Kuch
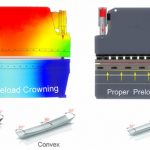
O'zining dizayni tufayli, torsion sinxron bükme mashinasi eksantrik yuk ostida egila olmaydi. Agar u uzoq vaqt davomida eksantrik yuk ostida egilgan bo'lsa, bu burilish milining deformatsiyasiga olib keladi. Elektro-gidravlik sinxron CNC bükme mashinasida bunday muammo yo'q. Chap va o'ng tomonlardagi Y1 va Y2 o'qlari mustaqil ravishda ishlaydi, shuning uchun qisman yuk ostida egilishi mumkin. Elektro-gidravlik sinxron bükme mashinasining ish samaradorligi ikki-uch burilish o'qi sinxron bükme mashinasiga teng bo'lishi mumkin.
Tegishli mahsulotlar
 CNC press tormoz bükme mashinasining ishlash printsipi va tarkibi
CNC press tormoz bükme mashinasining ishlash printsipi va tarkibi- Nima uchun press tormoz bükme mashinasiga kompensatsiya tizimini qo'shing
- Pres tormozli CNC tizimlarini taqqoslash va tanlash
- E21 tizimini bilish uchun 4 qadam
- CNC lavha metall bukuvchi uchun burilish kompensatsiyasini qanday qilish kerak
- Eng ko'p sotiladigan gidravlik bosimli gidravlik ustaxonasi press gidravlik press tonna gidravlik
- Xitoy 40 tonna press tormozi
- Shlangi quvvat press mashinasining xavfsiz ishlash qoidalari
- WILA O'rta va qalin bukuvchi plitalarning samarali yechimi
- Umumiy mexanik nosozliklar va press tormoz bükme mashinalariga xizmat ko'rsatish