Shlangi bükme mashinalari / gidravlik press tormozi sinxronizatsiya usuliga ko'ra bo'linishi mumkin: Shlangi Sinxron momentli bükme mashinasi, CNC press tormozi va elektro-gidravlik cnc press tormozi Va quyidagi harakat turlariga bo'linishi mumkin: yuqoriga, pastga harakatlanuvchi. .
Matbuot tormozini bükme kerakli natijalarga erishish uchun yondashuvning turli usullarini talab qiladi. Shamol minorasi ustunlarini shakllantirishdan tortib, murakkab elektr shkafi komponentlarigacha bosish tormozlari ishlab chiqaruvchi uchun muhim vosita bo'lib, barcha egilishlar bir xil emasligini bilish ularning muvaffaqiyatli ishlashining kalitidir. Jarayonni, asboblarni va materialni tushunish (chunki egilayotgan barcha metallar har bir bükme jarayoniga boshqacha javob beradi) aniq qismlarni tez va qayta-qayta olish uchun juda muhimdir.
Shlangi Sinxron moment bükme mashinasi / Shlangi Sinxron momentli press tormozi

Ikki tsilindrli slayder yuqoriga va pastga harakatlanishini nazorat qiladi
Mexanik momentni sinxronlashtirish
CNC press tormozi va elektro-gidravlik press tormozi


CNC press tormozlari: bu turdagi tormozlar aniqlikni nazorat qilish va samaradorlikni oshirish uchun kompyuter texnologiyasidan foydalangan holda eng yuqori aniqlik va moslashtirish qobiliyatiga ega. CNC tormoz presslarini ishlatganda, egilish burchagi, plastinka qalinligi, kengligi va darajasi kabi ma'lumotlar o'qitilgan operator tomonidan tekshirgichga kiritiladi va tormoz qolganlarini osongina boshqaradi.
Bosish tormozi tonajini qanday hisoblash mumkin

Bükme jarayonida yuqori va pastki qoliplar orasidagi kuch materialga qo'llaniladi, bu materialning plastik deformatsiyasiga olib keladi. Ishchi tonaj tovush buklanganda haddan tashqari bosimni bildiradi. Ishchi tonnajni aniqlashga ta'sir qiluvchi omillar quyidagilardir: egilish radiusi, egilish usuli, qolip nisbati, tirsak uzunligi, eguvchi materialning qalinligi va mustahkamligi va boshqalar.
Press tormoz hosil qiluvchi tonnajni hisoblash nisbatan oson. Gap shundaki, ularni qaerda, qachon va qanday qo'llashni bilish. Keling, tonnajni hisoblashdan boshlaylik, bu materialda hosilning buzilganligi va haqiqiy egilish boshlangan nuqtaga asoslanadi. Formula 60 000 PSI kuchlanish kuchiga ega AISI 1035 sovuq haddelenmiş po'latga asoslangan. Bu bizning asosiy materialimiz. Asosiy formula quyidagicha:

P: egilish kuchi (kn)
S: plastinka qalinligi (mm)
L: plastinka kengligi (m)
V: pastki matritsa uyasi kengligi (mm)

1-misol:
S=4mm L=1000mm V=32mm, jadvalga qarang va P=330kN ni oling.
2. Ushbu jadval Ob=450N/mm2 mustahkamlikdagi materiallar asosida hisoblanadi. Boshqa turli materiallarni bükme paytida, bükme bosimi jadvaldagi ma'lumotlarning mahsuloti va quyidagi koeffitsientlar;
Bronza (yumshoq): 0,5; zanglamaydigan po'latdan: 1,5; alyuminiy (yumshoq): 0,5; xrom-molibdenli po'lat: 2,0.
Bükme bosimi uchun taxminiy hisoblash formulasi: P=650s2L/1000v
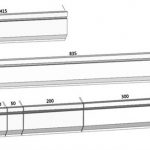
Eng kichik egilishning o'lchami:
A. Yakkama-yakka buklanish/egilish:


B. Bukish / bukish Z


2-misol:
Plastinka qalinligi S=4mm, kengligi L=3m, ob=450N/mm2
Odatda tirqish kengligi V=S*8 Shuning uchun P=650423/4*8=975(KN)= 99,5 (Ton)
Natija egilish kuchi jadvalidagi ma'lumotlarga juda yaqin.
Ko'rib turganingizdek, press tormozi tonajini hisoblashning №1 usuli yumshoq po'latdan yasalgan materialga asoslangan.
Agar material zanglamaydigan po'lat, alyuminiy yoki guruch bo'lsa-chi?
Bu oddiy, yuqoridagi formula bo'yicha hisoblangan natijalarni quyidagi jadvaldagi koeffitsientlarga ko'paytiring:
| Material | Koeffitsientlar |
| Yengil po'lat | 1 |
| Zanglamaydigan po'lat | 1.6 |
| alyuminiy | 0.65 |
| Guruch | 0.5 |
Tegishli mahsulotlar
 Xitoy matbuot tormoz bükme mashinasi qolib
Xitoy matbuot tormoz bükme mashinasi qolib- Nima uchun press tormoz bükme mashinasiga kompensatsiya tizimini qo'shing
- Umumiy mexanik nosozliklar va press tormoz bükme mashinalariga xizmat ko'rsatish
- Matbuot tormoz bükme mashinasining mos qolipini qanday tanlash mumkin
- CNC press tormoz bükme mashinasining ishlash printsipi va tarkibi
- 2021 metall tormoz mashinasining yakuniy qo'llanmasi
- E21 tizimini bilish uchun 4 qadam
- Xitoy 40 tonna press tormozi
- Pres tormoz qoliplari nimadan yasalgan? Press tormoz asboblari nima?
- 100t to'rt ustunli gidravlik pressning umumiy nosozliklari va muammolarni bartaraf etish usullari