Matbuot tormoz bükme mashinasi asosan plastinkaning tekis chiziqli egilishini amalga oshiradi. Oddiy qoliplar va texnologik asbob-uskunalardan foydalangan holda, metall qatlamni ma'lum bir geometrik shaklga bosish mumkin, shuningdek, gofrirovkani cho'zish, teshish, zarb qilish va bosish orqali qayta ishlanishi mumkin. Haqiqiy ishlab chiqarishda CNC press tormoz mashinasi asosan metall qutilarning, quti qobiqlarining, U shaklidagi nurlarning va to'rtburchaklarning turli geometrik shakllarini egishni amalga oshirish uchun ishlatiladi. Uni qayta ishlash yuqori egilish tekisligi, tish izlari, peeling, ajinlar va boshqalarning afzalliklariga ega.
CNC bükme mashinasi ishlab chiqarish texnologiyasining uzluksiz rivojlanishi bilan uning yuqori joylashishni aniqlash aniqligi, qulaylik, nol faollik buzilishi kompensatsiyasi va qayta ishlangan mahsulotlarning yaxshi mustahkamligi kabi afzalliklari ko'pchilik lavha ishlab chiqaruvchi kompaniyalar tomonidan tobora ko'proq yoqdi. Biroq, cheklangan istaklar bilan, bükme mashinasidan qanday qilib yaxshiroq foydalanish va uning funktsiyalari va afzalliklariga to'liq o'ynash kerakligi, CNC press tormoz bükme mashinasini ishlatadigan ishlab chiqaruvchilar e'tibor beradigan va zudlik bilan hal qilishlari kerak bo'lgan muammoga aylandi. Uzoq muddatli ishlab chiqarish va foydalanish jarayonida Zhongrui yordamchi asboblarni qo'shish, mavjud qoliplarni o'zgartirish va saytdan moslashuvchan foydalanish orqali bükme mashinasining funktsiyalarini va to'plangan tajribani samarali ravishda kengaytirdi. Ushbu maqola misol sifatida Zhongrui CNC press tormoz mashinasi DA66Tni oladi va foydalanish ko'nikmalarini batafsil tanishtiradi.
Yordamchi vositalarni qo'shing
Agar siz press tormoz mashinasi asbobini moslashuvchan va ishlatish uchun qulay qilishni istasangiz, yordamchi asboblarni qo'shish juda muhimdir. Yordamchi asboblarni ko'paytirish nafaqat CNC bükme dastgohining ishlov berish oralig'ini kengaytirishi, balki ishlov berish samaradorligini oshirishi mumkin.
1) O'tish plitasi (tez qolib ketish uchun yordamchi o'rta plastinka)
Bükme mashinasining ochilish balandligi yuqori va pastki ish stollari orasidagi masofani bildiradi. CNC bükme mashinasi DA66T katta ochilish balandligiga ega bo'lganligi sababli, ishlov berish oralig'ini kengaytirish uchun katta ochilishdan foydalanishni o'ylab ko'ring. 1-rasmda ko'rsatilganidek, asl o'tish plitasiga boshqa o'tish plitasini qo'shish qismning yon egilish balandligini (85 mm gacha) oshirishi mumkin, shuning uchun yuqoriroq yon egilish qirralari bilan chuqur ishlov berish mumkin. O'z-o'zidan ishlab chiqarilgan o'tish taxtasi o'tish taxtasining kengligini o'zingizning umumiy qismlaringizga ko'ra sozlashi mumkin va u har ikki tomonning yuqori egilish qirralari bo'lgan kichik kenglikdagi qismlarni qayta ishlash uchun eng mos keladi.

2) Old panelning burchagi
2-rasmda ko'rsatilganidek, mashinaning old qismi kichik qismlarni joylashtirishi va qismlarni olish vaqtini qisqartirishi mumkin bo'lgan burchak bilan jihozlangan. Shu bilan birga, mayda ish qismlarini qayta ishlash va yig'ishni osonlashtirish uchun kichik ish stoli o'rnatiladi.

Kalıpdan to'liq foydalaning
CNC press tormoz bükme mashinasidan foydalanish asosan yuqori va pastki qoliplarga tayanadi. Agar qoliplar soni kichik bo'lsa va dastur moslashuvchan bo'lmasa, dastgohni qayta ishlash diapazoni juda cheklangan bo'ladi. Shuning uchun, belgilangan sharoitlarda, optimallashtirilgan kombinatsiya va qisman o'zgartirish orqali mavjud qolipning funktsiyasini qanday maksimal darajada oshirish mumkinligi har bir dastgoh foydalanuvchisi o'ylashi kerak bo'lgan muammodir. Quyida CNC bükme mashinasining qolipini o'zgartirish orqali biz foydalanadigan kengaytirish funktsiyasi keltirilgan.
1) Yuqori qolipning silliqlash uchi R
Yuqori matritsa uzoq vaqt ishlatilsa, uning uchi eskirishi tartibsiz o'zgaradi. Mog'orning balandligi o'zgaradi va bükme aniqligi kafolatlanmaydi. Silliqlash, uchini R to'g'rilash va kattaroq V shaklidagi truba bilan moslashish orqali qalin plitalar katlansa bo'ladi. Bu qolipning xizmat muddatini uzaytiradi.
2) tekislash uchun qoldiq qoliplarni o'zgartiring
Kompozit bükme matritsasi bo'lmagan taqdirda, o'lik qirrani qanday bosish kerakligi haqidagi shakllantirish masalasini hal qilish misoldir. O'lik qirra - bu ikki qatlam bir-birining ustiga chiqadigan egilgan shakl bo'lib, odatda mustahkamlash uchun ishlatiladi. Odatda, 2 mm dan ortiq taxtada deyarli hech qanday matbuot o'lik qirralari yo'q. Matbuot o'lik qirrasi aralash bükme matritsa bilan hosil bo'lishi kerak va uni hosil qilish uchun ikkitadan ortiq jarayonga bo'linishi kerak.
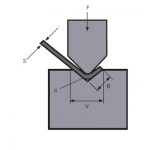
Keng qo'llaniladigan usul 3-rasmda ko'rsatilganidek, aralash bükme qolipidan foydalanishdir. Birinchi bosqichda material 30 ° ga buklanadi, ikkinchi bosqichda esa 30 ° egilish burchagi old uchiga joylashtiriladi. aralash qolip, va material o'lik chetiga buklangan. Ammo bizda kompozit bükme matritsasi yo'q, faqat 30 ° o'tkir burchakli egilish qolipi. Kompozit bükme qolipining birinchi bosqichini mavjud mog'or bilan yakunlang va ikkinchi bosqich faqat boshqa usulni topishi mumkin. Ikkinchi bosqichda yuqori va pastki qoliplar ham tekis bo'ladi. Tahlildan so'ng, mavjud er-xotin v-groove pastki qolipining o'rta qismi tekislik qismi sifatida ishlatilishi mumkin va yuqori qolip tekislikni qidiradi. Mavjud qirib tashlangan ustki qolipni chiqarib oling va pichoqning chetini tekis shaklda maydalang, shu bilan matbuotning o'lik qirrasini shakllantirish muammosini hal qiling.

Ushbu o'zgartirilgan qoliplar to'plamidan foydalanish ham tekislanishi mumkin. Haqiqiy ishlov berishda dastgoh operatorlari ba'zan xatolarga yo'l qo'yishadi, shu jumladan egilish qirralari yoki egilish o'lchamlari teng bo'lmagan. Qismning sirt talablari yuqori bo'lmagan taqdirda, qismni yirtib tashlash achinarli, faqat egilish chetini tekis taqillatish. Nokaut juda mashaqqatli, ammo yuqoridagi qolip kombinatsiyasi yordamida uni osongina tekislash mumkin. Qismlarni yuqori va pastki qoliplarga osongina qo'l bilan bosish mumkin, so'ngra qismlar CNC bükme mashinasi tomonidan tekislanadi.
Ish paytida ko'nikmalar
1) Bükme qoliplarini va ishlov berish materiallarini joylashtirish
Rejani tuzishda quyidagi omillarni hisobga olish kerak:
a. Bir xil qalinlikdagi materiallarni bir-biriga joylashtiring;
b. Xuddi shu modelning qoliplarini birgalikda joylashtiring;
c. Xuddi shunday shakldagi qoliplar birgalikda joylashtirilgan.
Bu mog'orni almashtirish vaqtini va chastotasini kamaytirishi mumkin.
2) Tor va kichik qismlarni to'g'ri burchakli joylashtirish
Bükme qismi tor va uzun bo'lsa, uni topish oson emas. Qayta ishlash jarayonida ko'pincha qaror qabul qilingandan keyin joylashishni aniqlash sodir bo'ladi va egilgan qismni egish oson. Shuning uchun, 4-rasmda qo'llaniladigan usuldan foydalanib, to'g'ri burchakni ta'minlash uchun qolip pastki qolipga yopishtiriladi. Bunday egilayotganda, qismni egish oson emas.

3) Uchburchak qismlarning egilishi
Bükme qismlari egilgan bo'lsa, o'tkir burchakli qismlar orqa qoidaga yaqin bo'lish oson emas. Odatda, eng kichik o'lcham L ≤10 mm darhol orqa qoida bo'lganda, joylashishni aniqlash moslamasini hisobga olish kerak. Haqiqiy ishda dizayn va jarayonni e'tiborsiz qoldirish oson va bunday muammolar ko'pincha yuzaga keladi. Qayta ishlashda, qismning o'lchamiga ko'ra, bitta bo'lakning bükme matritsasi bilan tekislanganligi va qo'sh qismning tayanch bilan tekislanganligi aniqlanadi.
4) R yupqa plastinka qo'shing
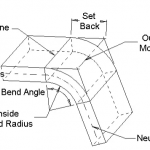
Mijozlarning turli ehtiyojlaridan kelib chiqqan holda, bükme chetida talab qilinadigan R qiymati ham farq qiladi. Qayta ishlash jarayonida yuqori o'lchamli aniqlikni talab qilmaydigan qismlar uchun R qiymatini oshirish uchun qo'llab-quvvatlovchi plitadan foydalaning, bunda bükmeden keyin kerakli R qiymatini olish mumkin. Dizayn talablariga ko'ra, R plastinka qalinligini tanlash va uni 5-rasmda ko'rsatilgan shaklga katlamak uchun V va ichki R o'rtasidagi munosabatni bildiradi. Foydalanilayotganda yuqori qolipni qisqich bilan mahkamlang. Ushbu usuldan foydalanish oson va bir necha qatlamlarda qo'llanilishi mumkin.

5) Bir qismli va bir nechta qolip sozlamalari
Zhongrui namoyish sifatida 2 ta gidravlik silindrli DA66T CNC bükme mashinasidan foydalangan. 6-rasmda ko'rsatilgan ko'p qolipli o'rnatishni sinab ko'rdim, ya'ni bir xil modelning yuqori va pastki qoliplari bir vaqtning o'zida qismlarga o'rnatiladi, bu butun qismning bir nechta burmalarini qayta ishlashni yakunlashi mumkin, qolipni o'rnatish vaqtini qisqartiradi. va qismlarga takroriy ishlov berish. Hozirgi vaqtda bozorda teng balandlikdagi egilgan yuqori qolip paydo bo'ldi. Yuqori qolipning balandligi bir xil bo'lib, bir xil stolda turli shakldagi qoliplardan ham foydalanish mumkin. Shu tarzda, turli xil qoliplarni segmentli bukishni amalga oshirish mumkin.

6) Oddiy qismlarning dastur yozuvlari
Odatdagi qismlarga ishlov berilgandan so'ng, ishlov berish parametrlari o'z vaqtida yozilishi kerak va dastur kelajakda qayta ishlatilishi mumkin bo'lgan qatorni sezilarli darajada kamaytiradigan qismning chizilgan raqami bilan bükme mashinasining saqlash joyida saqlanishi kerak. bükmeden oldin tayyorgarlik. Siz shuningdek, qism nomi, chizma raqami, grafik, material va bükme parametrlarining o'ziga xos sozlamalarini o'z ichiga olgan jadval yaratishingiz mumkin. Stol po'lat plitalar, alyuminiy plitalar va zanglamaydigan po'lat plitalarga bo'linadi. Har bir tur materialning qalinligi bilan ajralib turadi. Oddiy qismlarni topish uchun ketadigan vaqt qisqaradi. Agar jarayon kartasi bilan birlashtirilgan bo'lsa, bu juda to'liq ishlov berish ko'rsatmasi. Hatto tajribasiz yangi xodimlar ham qismlarni qayta ishlash bo'yicha ko'rsatmalarga amal qilishlari mumkin.
7) Bo'limlarda egilish uchun qolib uzunligi etarli emas
Saytda ishlov berishda ko'pincha qolipning uzunligi egilish chetidan kichikroq bo'ladi. Ruxsat etilgan mahsulotlardan foydalanishga ko'ra ko'plab maxsus qoliplar aniqlanganligi sababli, qolipning uzunligi bükme chetidan kamroq bo'lganda segmentli bükme usuli qo'llaniladi. Qolipning uzunligi egilish chetiga yaqin bo'lgan joyda, egilish chetiga perpendikulyar bo'lgan qirrasini yirtib tashlang, so'ngra egilish chetini kerakli o'lchamga bo'laklarga bo'ling. 7a-rasmda egilgan qismning chap yarmi, 7b-shakl esa egilgan qismning o'ng yarmidir.

8) Orqa o'lchagichdagi tirgakni o'rniga qo'yish
Bükülü qismning o'lchami katta bo'lsa va joylashtirish uchun orqa o'lchagichdan foydalansangiz, qismlar o'z og'irligi tufayli tez-tez cho'kadi, qo'lda ushlab turadigan qism qisqa va operator ish qismini ushlab turish oson emas. Qismlarning darajasini ta'minlash uchun, qo'l bilan qismlarni tekis holatda ushlab turish uchun orqa qoidada operator o'rnatilishi kerak. Shuning uchun, bunday qismlarni qayta ishlashda 2 ta operatorni tartibga solish kerak. Ishda orqa o'lchagichni ma'lum bir o'lchamga tushirish mumkinligi va orqa o'lchagichdagi tirgaklar joylashishni aniqlash uchun ishlatiladi va qismlar orqa o'lchagichga gorizontal ravishda joylashtiriladi. Bu nafaqat operatorlar sonini kamaytiradi, balki ishlov berishning aniqligini ham samarali kafolatlaydi.
9) Chuqur yopiq shakldagi egilish
Haqiqiy ishlov berishda chuqur yopiq shakldagi bükme ishlov berish moslashuvchan tarzda ishlatilishi mumkin. Yopiq turdagi chuqur bükme matritsasi bo'lmaganda, qismlarni 7-rasmda ko'rsatilgandek bükme paytida, 8-rasmda ko'rsatilgan qisish holati qabul qilinadi. O'tish taxtasini ajrating, masofa qismning kengligidan bir oz kattaroqdir va o'lchami oqilona taqsimlanadi va bir vaqtning o'zida ikkita qism egilishi mumkin.

Yuqorida keltirilgan ishlov berish usullari va usullari mahsulotlarning ko'plab o'xshash qismlarini qayta ishlash muammolarini hal qilishi mumkin va bir nechta navlar, kichik partiyalar va qisqa ishlab chiqarish tsikllari bo'lgan mahsulotlarni ishlab chiqish uchun juda mos keladi. Ushbu usullar yordamida nafaqat asbob-uskunalarga sarflanadigan xarajatlarni tejash, balki ishlab chiqarish va qayta ishlash siklini qisqartirish, ishlab chiqarish tannarxini kamaytirish va mahsulot sifatini yaxshilash mumkin. Ushbu qayta ishlash usullari va foydalanish ko'nikmalari shunga o'xshash tuzilmalarga ega CNC press tormoz bükme mashinalarida ham qo'llanilishi va targ'ib qilinishi mumkin.
Tegishli mahsulotlar
 Shlangi press tormoz mashinasining tonajini qanday tanlash mumkin
Shlangi press tormoz mashinasining tonajini qanday tanlash mumkin- WILA O'rta va qalin bukuvchi plitalarning samarali yechimi
- Matbuot tormoz bükme mashinasining mos qolipini qanday tanlash mumkin
- An'anaviy bükme ketma-ketligi va bükme mashinasi qolipining kundalik foydalanish spetsifikatsiyasi
- Nima uchun press tormoz bükme mashinasiga kompensatsiya tizimini qo'shing
- CNC press tormoz bükme mashinasining ishlash printsipi va tarkibi
- Xitoy matbuot tormoz bükme mashinasi qolib
- Matbuot tormozi uchun egilish ruxsatini qanday hisoblash mumkin
- Press tormoz toji nima
- 2021 metall tormoz mashinasining yakuniy qo'llanmasi