1. Bükme jarayonini tushunish: oddiy faktlar

Egilish ruxsati = Burchak * (T/ 180)*(Radius + K-omil *Qalinlik)Bgish uchun kompensatsiya = Egilish uchun ruxsat - (2 * Orqaga o'rnatish)
Ichkarida Orqaga o'rnatish = sarg'ish (Burchak / 2) * Radius Tashqarida Orqaga = sarg'ish (Burchak / 2)* (Radius + Qalinlik)

1) Bukilgan qismda olingan radius, biz bu qismni kesishimiz kerak bo'lgan uzunlikka ta'sir qiladi (egilishdan oldin).
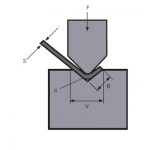
2) Bükme natijasida olingan radius biz ishlashni tanlagan V ochilishiga 99% bog'liq.
Qismni loyihalashdan oldin va, albatta, bo'shliqlarni kesishni boshlashdan oldin, biz press tormozidagi qismni egish uchun qanday V ochilishini aniq bilishimiz kerak.

2. Radius blankalarga qanday ta'sir qiladi
kattaroq radius bizning qismimizning oyoqlarini tashqi tomonga "itarib yuboradi", bu esa bo'sh "juda uzun" kesilgan degan taassurot qoldiradi.
kichikroq radius radius kattaroq bo'lganidan ko'ra "bir oz ko'proq" kesilishi kerak bo'lgan blankni talab qiladi.

3. Bukilish uchun ruxsat

Yuqoridagi rasmning ochilgan blankalari quyidagicha hisoblanadi:
B = 150 + 100 + 60 + BA1 + BA2
BA1 va BA2 ni qanday hisoblash mumkin:
Bükme to'lovini hisoblash
Ikkala oyog'imiz tekis bo'lib, bir-birining ustiga chiqqandan keyin kamaytirishimiz kerak bo'lgan qism bu biz odatda "egilish to'lovi" (yoki tenglamada BA) deb bilamiz.

Bükme uchun ruxsatnoma formulasi
90° gacha egilish uchun BA formulasi

91° dan 165° gacha egilish uchun BA formulasi

iR= Ichki radius
S=qalinligi
d = burchak
P = 3,14159265….
K = K omil
K omil
Pres tormozda egilganda, metall lavhaning ichki qismi siqiladi, tashqi qismi esa uzaytiriladi.
Bu shuni anglatadiki, varaqning bir qismi mavjud bo'lib, u erda tolalar siqilmaydi va cho'zilmaydi. Biz bu qismni "neytral o'q" deb ataymiz.

Burilishning ichki qismidan neytral o'qgacha bo'lgan masofa biz K omili deb ataladi.
Bu qiymat biz sotib olgan material bilan birga keladi va uni o'zgartirib bo'lmaydi.
Bu qiymat kasrlarda ifodalanadi. K omili qanchalik kichik bo'lsa, neytral o'q varaqning ichki radiusiga yaqinroq bo'ladi.

K omil = nozik sozlash
K omili bizning ochilgan blankamizga ta'sir qiladi. Qismning radiusi kabi emas, lekin biz uni blankalar uchun nozik sozlash hisob-kitoblari deb hisoblashimiz mumkin.
K omili qanchalik kichik bo'lsa, shunchalik ko'p material uzaytiriladi va shuning uchun "tashqariga suriladi" .... bu bizning oyog'imiz "kattaroq" bo'lishini anglatadi.
K faktorini baholash
Ko'pincha biz bo'sh hisob-kitoblarni aniq sozlashda K omilini taxmin qilishimiz va sozlashimiz mumkin.
Biz qilishimiz kerak bo'lgan narsa - ba'zi sinovlar (tanlangan V ochilishida) va qismning radiusini o'lchash.
Agar siz aniqroq K faktorini aniqlashingiz kerak bo'lsa, quyida sizning egilishingiz uchun aniq K faktorini aniqlash uchun hisob-kitoblar keltirilgan.

K omil: formula

Misolni yechish:
B = 150 + 100 + 60 + BA1 + BA2
K faktorini baholash
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Ikkala egilish 90 ° yoki undan kamroq:

bu degani:
B1 = 3,14 x 0,66 x (6 + ((4×0,8)/2) – 2 x 10
B1 = -4,25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8,93
shuning uchun:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B = 296,8 mm
Tegishli mahsulotlar
 Pres tormoz qoliplari nimadan yasalgan? Press tormoz asboblari nima?
Pres tormoz qoliplari nimadan yasalgan? Press tormoz asboblari nima?- Press tormoz toji nima
- Shlangi press tormoz mashinasining tonajini qanday tanlash mumkin
- Kanton yarmarkasi
- WILA O'rta va qalin bukuvchi plitalarning samarali yechimi
- Matbuot tormoz bükme mashinasining mos qolipini qanday tanlash mumkin
- An'anaviy bükme ketma-ketligi va bükme mashinasi qolipining kundalik foydalanish spetsifikatsiyasi
- Nima uchun press tormoz bükme mashinasiga kompensatsiya tizimini qo'shing
- CNC bükme mashinasining ko'nikmalaridan foydalaning
- Plitalar bukuvchi dastgohni erkin bukish vaqtida egilish kuchini hisoblash