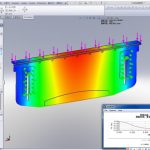
So'nggi yillarda metall tormozli bükme mashinalari turli sohalarda keng qo'llanilmoqda va bükme mashinalarini qayta ishlash diapazoni kengaymoqda. Biroq, egilish kuchini hisoblash bo'yicha tizimli muhokama qilinmagan. Hozirgi vaqtda turli press tormoz bükme mashinalari ishlab chiqaruvchilarining qo'llanmalarida tavsiya etilgan taxminan ikki turdagi bükme kuchini hisoblash formulalari mavjud.
![]()
P - egilish kuchi, KN;
S - qatlam qalinligi, mm;
l - varaqning egilish uzunligi, m;
V - pastki qolip ochilishining kengligi, mm;
sb - Materialning kuchlanish kuchi, MPa.
Ishlab chiqaruvchi tomonidan tavsiya etilgan bükme kuchi parametrlari jadvali ham yuqoridagi formula bo'yicha hisoblanadi.
Bükme kuchini hisoblash formulasini hosil qilish jarayoni va qo'llash doirasi
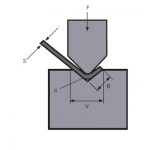
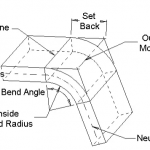
1-rasm - varaqni bükme paytida ishning sxematik diagrammasi. Quyida egilish kuchini hisoblash formulasini olish jarayoni va ikkita qo'shimcha parametr shartlari tasvirlangan. Birinchidan, mahsulot qo'llanmasida bunday tavsiyalar mavjud. Erkin egilishda tanlangan pastki qolipning ochilish kengligi V varaq qalinligi S dan 8 dan 10 baravar ko'pdir. Bu erda biz tomonlar nisbatini olamiz.

1-rasm Bukishning sxematik diagrammasi
P - egilish kuchi
S - qatlam qalinligi
V - pastki qolipni ochish kengligi
r - choyshab egilganida ichki radius
K - egilish deformatsiyasi zonasining gorizontal proyeksiyasining kengligi![]() =9
=9
Ikkinchidan, ishlab chiqaruvchi egilish kuchi parametrlari jadvalida matritsa kengligi V va bükme ish qismining ichki diametri r ning mos keladigan qiymatlarini ko'rsatadi. Odatda r=(0,16~0,17)V. Bu erda diametr-kenglik nisbati ![]() =0.16.
=0.16.
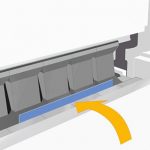
Plitalar egilish jarayonida deformatsiya zonasidagi material yuqori darajada plastik deformatsiya holatida bo'ladi va u markaz chizig'i atrofida burchak ostida egiladi. Bükme zonasining tashqi yuzasida ba'zi hollarda mikro yoriqlar paydo bo'lishi mumkin. Deformatsiya zonasining kesma qismida, markaziy qatlam yaqinidan tashqari, boshqa nuqtalardagi kuchlanishlar materialning kuchlanish kuchiga yaqin. Neytral qatlamning yuqori qismi siqilib, pastki qismi esa tortiladi. 2-rasmda deformatsiya zonasida kesma va mos keladigan kuchlanish diagrammasi ko'rsatilgan.

2-rasm Stress diagrammasi
S - qatlam qalinligi
l - varaqning bükme uzunligi
Deformatsiya zonasining ko‘ndalang kesimidagi egilish momenti:

Mashinaning deformatsiya zonasida egilish kuchi natijasida hosil bo'lgan egilish momenti (1-rasmga qarang):
![]()
Kimdan![]()
![]()
Bükme mashinasida erkin bükme uchun umumiy maqsadli qoliplardan foydalanilganda, lavhaning ko'p qismi 90 ° egiladi. 3-rasmda ko'rsatilganidek, K:
![]()
(1) tenglamaga K ni almashtirsak:

Oddiy materiallarning tortishish kuchi sb=450N/mm2, formula (2) ni quyidagiga almashtirib:
![]()
Chiqarish jarayonidan ko'rinib turibdiki, egilish kuchini hisoblash uchun tenglama (2) yoki (3) tenglamadan foydalanganda ikkita qo'shimcha
Yuqorida aytib o'tilgan parametr shartlariga rioya qilish kerak. Ya'ni tomonlar nisbati![]() =9, diametr va kenglik nisbati
=9, diametr va kenglik nisbati![]() =0.16, aks holda bu katta xatolikka olib keladi.
=0.16, aks holda bu katta xatolikka olib keladi.

3-rasm Erkin egilish
S - qatlam qalinligi
r - choyshab egilganida ichki radius
K - egilish deformatsiyasi zonasining gorizontal proyeksiyasining kengligi
Bükme kuchini hisoblashning yangi usullari va bosqichlari
Dizayn yoki texnologik talablar tufayli, ba'zida yuqoridagi ikkita qo'shimcha talabni bir vaqtning o'zida bajarish qiyin. Bu vaqtda tavsiya etilgan hisoblash formulasi bükme kuchini hisoblash uchun ishlatilmasligi kerak, lekin quyidagi bosqichlarga muvofiq amalga oshirilishi kerak.
(1) Plastinka qalinligi S ga ko'ra, bükme radiusi r va pastki qolip ochilishi V, kengligi va qalinligi nisbati va diametrning kenglik nisbati mos ravishda hisoblanadi.
(2) Deformatsiya zonasining proektsiya kengligini varaqning deformatsiyasiga qarab hisoblang.
(3) Bükme kuchini hisoblash uchun (1) formuladan foydalaning.
Hisoblash jarayonida egilish radiusining farqi va mos keladigan deformatsiya zonasining o'zgarishi hisobga olingan. Bundan hisoblangan bükme kuchi odatda tavsiya etilgan formula bo'yicha hisoblangan natijadan ko'ra aniqroq va ishonchli. Endi 4-rasmda ko'rsatilganidek, tasvirlash uchun misol keltiring.

4-rasm Yangi hisoblash usuli
Ma'lum: varaq qalinligi S=6mm, varaq uzunligi l=4m, egilish radiusi r=16mm, pastki qolipni ochish kengligi V=50mm va materialning kuchlanish kuchi sb=450N/mm2. Erkin egilish uchun zarur bo'lgan egilish kuchini toping.
Birinchidan, tomonlar nisbati va diametr-kenglik nisbatini toping:
![]()
Ikkinchidan, deformatsiya zonasining proyeksiya kengligini hisoblang:

Nihoyat, egilish kuchini topish uchun (1) tenglamadan foydalaning:
![]()
Agar egilish kuchini hisoblash uchun odatiy tavsiya etilgan formuladan foydalanilsa:
![]()
Kimdan ![]() = 1,5 bo'lsa, ularning orasidagi farq 1,5 marta ekanligini ko'rish mumkin. Ushbu xatoning sababi shundaki, bu misoldagi bükme radiusi nisbatan katta va mos keladigan deformatsiya maydoni ortadi, shuning uchun bükme paytida kattaroq egilish kuchi talab qilinadi. Ushbu misolda diametr-kenglik nisbati = 0,32, bu yuqorida kiritilgan parametrlarning qo'shimcha shartlaridan oshib ketdi. Bükme kuchini hisoblash uchun odatda tavsiya etilgan formuladan foydalanish maqsadga muvofiq emasligi aniq. Yangi hisoblash usulining afzalliklarini ushbu misoldan ko'rishingiz mumkin.
= 1,5 bo'lsa, ularning orasidagi farq 1,5 marta ekanligini ko'rish mumkin. Ushbu xatoning sababi shundaki, bu misoldagi bükme radiusi nisbatan katta va mos keladigan deformatsiya maydoni ortadi, shuning uchun bükme paytida kattaroq egilish kuchi talab qilinadi. Ushbu misolda diametr-kenglik nisbati = 0,32, bu yuqorida kiritilgan parametrlarning qo'shimcha shartlaridan oshib ketdi. Bükme kuchini hisoblash uchun odatda tavsiya etilgan formuladan foydalanish maqsadga muvofiq emasligi aniq. Yangi hisoblash usulining afzalliklarini ushbu misoldan ko'rishingiz mumkin.
Xulosa
Bu erda kiritilgan egilish kuchini hisoblash uchun qadamlar va formulalar nafaqat metall lavhaning burchakli egilishiga, balki yoyning egilishiga ham tegishli (qat'iy aytganda, uni juda katta egilish radiusi bilan burchakning egilishi deb atash kerak). Shuni ta'kidlash kerakki, choyshab yoy shaklida egilganida qolipning shakli alohida bo'ladi. Deformatsiya zonasining proektsiyasini hisoblashda uni oddiy formula bilan ifodalab bo'lmaydigan texnologik jarayonda belgilangan texnologik parametrlarga muvofiq hisoblash kerak.
Ark shaklidagi qolipni loyihalashda, bükme kuchini hisoblash uchun ushbu maqolada keltirilgan usuldan foydalanib, qoniqarli natijalarga erishish mumkin.
Tegishli mahsulotlar
 Matbuot tormoz bükme mashinasining mos qolipini qanday tanlash mumkin
Matbuot tormoz bükme mashinasining mos qolipini qanday tanlash mumkin- Shlangi press tormoz mashinasining tonajini qanday tanlash mumkin
- Nima uchun press tormoz bükme mashinasiga kompensatsiya tizimini qo'shing
- WILA O'rta va qalin bukuvchi plitalarning samarali yechimi
- CNC bükme mashinasining ko'nikmalaridan foydalaning
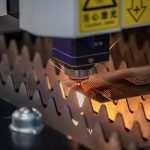
- Etakchi tarmoqlarda kelajakdagi o'tkazuvchanligi uchun tolali lazerlarning afzalliklari
- An'anaviy bükme ketma-ketligi va bükme mashinasi qolipining kundalik foydalanish spetsifikatsiyasi
- Kanton yarmarkasi
- Press tormoz toji nima
- Matbuot tormozi uchun egilish ruxsatini qanday hisoblash mumkin